Корзина пуста

Фильтры
Описание технологии лазерной закалки
Лазерная закалка (термоупрочнение) — это метод локального термического упрочнения, при котором поверхность металла быстро нагревается фокусированным лазерным лучом, а затем самозакаляется.
Цель — повысить износостойкость и долговечность деталей, увеличить их устойчивость к трению, коррозии, влажности и другим факторам.
Лазерный луч (обычно CO2 или оптоволоконный лазер) мгновенно облучает поверхность материала высокой плотностью энергии (10³~10⁶ Вт/см²), в результате чего чрезвычайно тонкая поверхность (0,1–2 мм) нагревается до температуры аустенизации. Это процесс термической обработки стали, который превращает её структуру в аустенит путем доведения до критических температур за чрезвычайно короткое время (миллисекунды).
Тепло быстро рассеивается через основной материал со скоростью охлаждения до 10³-10⁶ ℃/сек., образуя мартенсит (сталь) или аморфную/нанокристаллическую структуру (некоторые сплавы), значительно повышая твердость поверхности.


Видео работы станков
Основные принципы технологии
Процесс лазерной закалки включает несколько этапов:
- Фокусировка лазерного луча на поверхности детали с помощью зеркал и линз
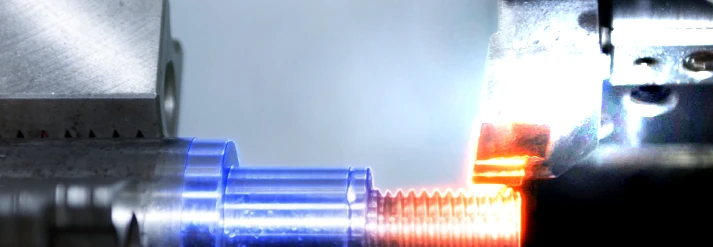
- Нагрев металла до температуры аустенитного превращения (обычно выше 850°C). Рисунок 1
- Перемещение луча и нагрев следующей зоны обработки
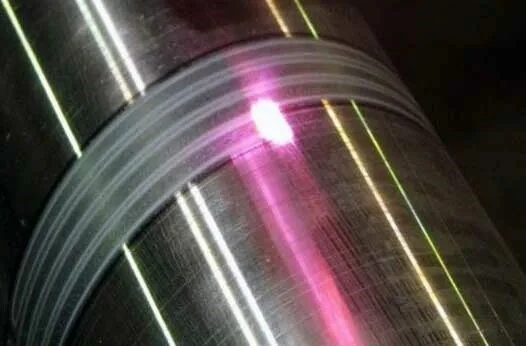
- Быстрое охлаждение нагретого слоя за счёт теплопроводности. В результате на поверхности образуется закалённый слой (мартенсит), который превосходит по прочности исходный материал. Глубина закалённой области — 0,1–3 мм. Рисунок 2
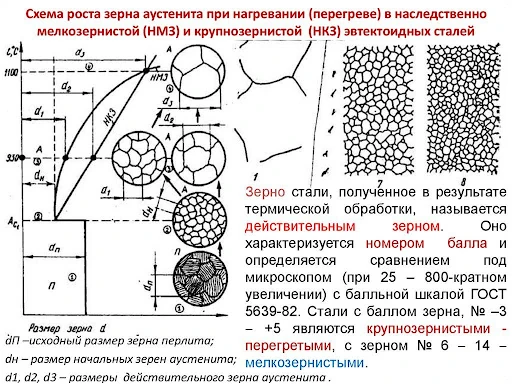 Рисунок 1
Рисунок 1 Рисунок 2
Рисунок 2Лазерная закалка обеспечивает высокую плотность изделий и быстрое охлаждение, не требуя охлаждающей среды, такой как вода или масло. По сравнению с индукционной и пламенной технологиями закалки, или процессом цементации, - лазерная закалка обеспечивает однородность упрочняемого слоя, его более высокую твердость, малую деформацию заготовки.
При этом, глубину закаляемого слоя и траекторию нагрева легко контролировать, легко автоматизировать, не нужно проектировать соответствующую индукцию катушки в зависимости от размера детали. Например, для обработки крупных деталей, нет необходимости ограничивать размер камеры печи, в случае химико-термической обработки, такой как цементация.
Поэтому во многих отраслях промышленности процесс лазерной закалки постепенно заменяет традиционные процессы. Особенно важно то, что деформация заготовки до и после лазерной закалки очень незначительна, что особенно подходит для обработки поверхности деталей с высокими требованиями к точности.

Преимущества технологии
Эта современная технология по праву занимает место традиционных процессов, ознакомьтесь со всеми преимуществами:
- Лазерная закалка гарантирует малую деформация заготовки. За счёт локального нагрева не возникает значительных напряжений, что особенно хорошо подходит для поверхностной обработки высокопрочных и сложных деталей
- Обеспечивает высокую плотность и быструю скорость охлаждения, без необходимости использования охлаждающего устройства.
- По сравнению с индукционной закалкой, пламенной закалкой, закалкой цементацией, - лазерная гарантирует однородность упрочненного слоя и его более высокую твердость. Параметры контроля температуры можно регулировать в режиме реального времени для обеспечения максимального качества обработки.
- Глубина нагреваемого слоя и траектория нагрева легко поддаются измерению и управлению. Это позволяет легко автоматизировать весь процесс
- Не нужно проектировать соответствующие размеру различных деталей индукционные катушки или ограничивать размер камеры печи для химико-термической обработки
- Детально легко и точно позиционируется на станке с ЧПУ для локальной, канавочной и щелевой закалки
- Лазерная закалка потребляет мало энергии, является чистой и эффективной технологией. Не требует использования дополнительных ресурсов
Сравнение с традиционными методами
| Процесс | Плюсы | Минусы |
| Лазерная закалка | Малая деформация, селективное упрочнение, контролируемая глубина слоя, автоматизированная обработка, повышенная твердость, износостойкость | Глубина закалки ограничена, обычно, в пределах 1,5 мм. Относительно дорогое оборудование |
| Индукционная закалка | Быстрая обработка, большая глубина слоя, более дешевое оборудование, широко используемая сейчас технология | Требуется закалочная среда, большая деформация деталей, легко переплавить поверхности |
| Пламенная закалка | Дешевая и гибкая мобильная обработка | Интенсивность ручного труда, загрязнение окружающей среды, неравномерность упрочняющего слоя, деформация деталей, закалка легко поддается трещинам |
| Электро-закалка (ТВЧ) | Низкая деформация, глубокий закалочный слой, не требуется закалочная среда | Дорогостоящее оборудование, вакуумная среда, низкая эффективность обработки, крупные детали не могут быть обработаны |
Основной недостаток лазерной закалки - высокая стоимость оборудования. Поэтому мы стараемся сделать ее доступной нашим клиентам, предлагая станки марки TORWATT - максимально надежные и сбалансированные по цене.
Также стоит отметить необходимость очистки поверхности от ржавчины и окалины перед закалкой. Для решения этой задачи, мы предлагаем ознакомиться с оборудованием лазерной очистки нашего каталога.
Примеры использования
Форма для формовки. Твердость после закалки 50-55 HRC, глубина закаленного слоя около 1 мм, без переплавки и трещин

Форма для бампера автомобиля. Материал P20, твёрдость после лазерной закалки составляет около 60 HRC, глубина закаленного слоя 1.2 мм

Штамп. Твердость после закалки 58-62 HRC, глубина закаленного слоя около 1 мм.

Закалка кромки пильного полотна. Материал 50Cr3, твердость после закалки составляет около 58 HRC, глубина закалки более 0.6 мм.

Крупногабаритная лазерная закалка зубчатых передач. Твердость может достигать более 55 HRC, глубина закалки до 0,8-1,5 мм.

Лазерная закалка лезвия. Промышленность по производству ножей и ножниц, кусторезов. Твердость после закалки более 55 HRC
