Корзина пуста
Ошибки при работе на лазерном CO2 станке

- Нарушение техники безопасности
- Неправильная настройка (юстировка)
- Нет компрессора (дополнительная опция) для бесперебойной работы
- Работа без системы охлаждения (не подключена)
- Сила тока лазерной трубки
- Фокусное расстояние
- Натяжение ремней
- Незакреплённая линза
- Неподготовленный файл для резки
- Оптимизации реза
- Резка в чистовую
- Обслуживание станка
- Нарушение парковочной позиции
- Не включается станок
- Обучение и нарушение стандарта
*Более детально и подробно рассмотрим ошибки в работе с лазерными станками.
Нарушение техники безопасности
Обязательно наличие следующих условий:
- Заземление
- Вытяжка
- Стабилизатор


Рис. 1. Плачевное состояние ламелей после ненадлежащего использования
90 % причин пожара или иной погрешности в обработке изделий - это станок, оставленный без присмотра. Мастер запустил программу, покинул помещение, спустя время может произойти возгорание материала и/или станка, а далее и помещения. Также дополнительный фактор риска - отсутствие зоны резки
Лазерный луч передаётся от источника СО2 Трубки через четко настроенную систему зеркал и линз в точку реза. Следовательно, любое пересечение траектории лазерного луча приводит к ухудшению реза, а самое опасное к ожогу.

Рис. 2. Сгоревший станок. Результат несоблюдения техники безопасности при работе на СО2 станках
Неправильная настройка (юстировка)
Юстировка - настройка расположения зеркал для правильной передачи от источника СО2 трубки в точку обработки.Любые отклонения от настроек ведут к искажению макета, раздвоению луча, изменению цвета реза (чёрный или толстый рез), падению мощности.Большинство проблем, связанных с получением некачественного результата обработки, является следствием неправильной юстировки лазерного станка.

Рис. 3. Деталь станка CO2 - сопло с подключенным обдувом и верным расстоянием до сотового стола.
Лазерные станки LASERSTORE проходят пусконаладку, наши инженеры проводят обучение персонала Это позволит вам правильно проводить юстировку вашего станка и избежать технических проблем. Каждый станок может быть оснащен дополнительными опциями.
Нет компрессора для бесперебойной работы
Основная задача компрессора - охлаждать линзу и выдувать продукты горения из зоны резки. Чтобы продлить срок работы линзы, нужно учесть следующий фактор - чем сильнее происходит подача воздуха, тем более чистый рез изделия получается.

Рис. 4. Обдув компрессора
Обдув, благодаря компрессору, удаляет продукт горения с поверхности линзы, и охлаждает линзу.
Несоблюдение этих простых правил влечёт за собой перегрев линзы и как логичный итог, линза лопается.
Работа без системы охлаждения (чиллер)

Рис. 5. трубки системы охлаждения, они обязательны и являются частью станка

Рис. 6. Калибровка высота сопла (также подводится трубка охлаждения)
Оптимальная температура охлаждающей жидкости (дистиллированной воды) 17-21 градус Цельсия. При отсутствии в системе охлаждения чиллера (кондиционера, холодильника) температура будет гораздо выше нормы использования. В данной ситуации высок риск появления микротрещин, что влечет за собой потерю мощности и преждевременный выход станка из строя.

Рис. 7. Станок CO2 6040 с вытяжкой и чиллером
На практике часто встречаются хендмейды (системы охлаждения, сделанные своими руками) - пивные холодильники, вентиляторы и кулеры от электротехники, оконные кондиционеры.

Рис. 8. Хендмейд-чиллер
Для контроля качества температуры системы - очень важно работать с чиллером (системой охлаждения). Он имеет замкнутый контур. Важно не забывать 2 раза в год менять дистиллированную воду и отслеживать температуру на электронном табло аппарата.
Сила тока лазерной трубки

Рис. 9. Контроллер Ruida лазерного станка
Специально в станках нашего производства предусмотрен амперметр
При запуске станка, сила тока высокая, что влияет на срок службы электродов, перегревающиеся при пуске станка. Лазерная трубка может выйти из строя не через 1500-10000 часов, а через 800. Мы предлагаем вам проверить на прочность наши лазерные трубки для CO2 станков. Убедитесь в их долговечности!
Фокусное расстояние установлено неверно
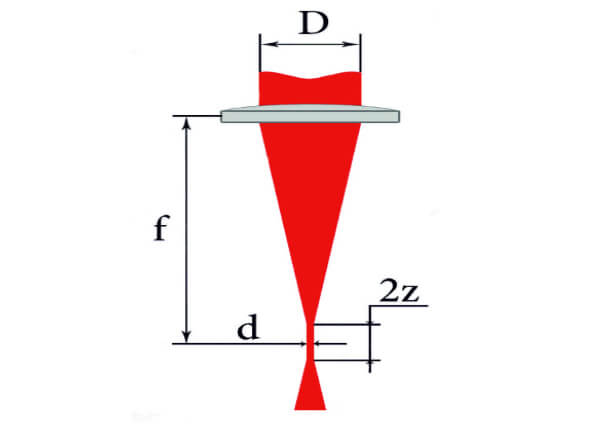
Рис. 10. Фокусное расстояние
Банальная высота сопла влияет на качество и геометрию реза: косой торец, и всякого рода не четкий графический рисунок изделия.
При юстировке, происходит верификация истинного фокусного расстояния выставленного на заводе производителе.
Перетянутые или недотянутые ремни (Натяжение ремней)
Перетянутые ремни, 100% повлекут быстрый износ, лишними звуками при резке, появлением вибрации, и как итог пропуск шагов. Одним словом, качество изделия падает, а износ станка возрастает,

Рис. 11. Ремни лазерного станка
*«ОНО НАМ НЕ НАДО!!»
С другой стороны, слабо натянутые ремни, неизбежно повлекут нарушение геометрии, качества гравировки, резки.
*Ремень не должен болтаться, проверьте натяжение ремня рукой, попробуйте передвинуть головку без особых усилий. В случае сильного сопротивления передвижению, рекомендуем ослабить ремни.
Незакреплённая линза
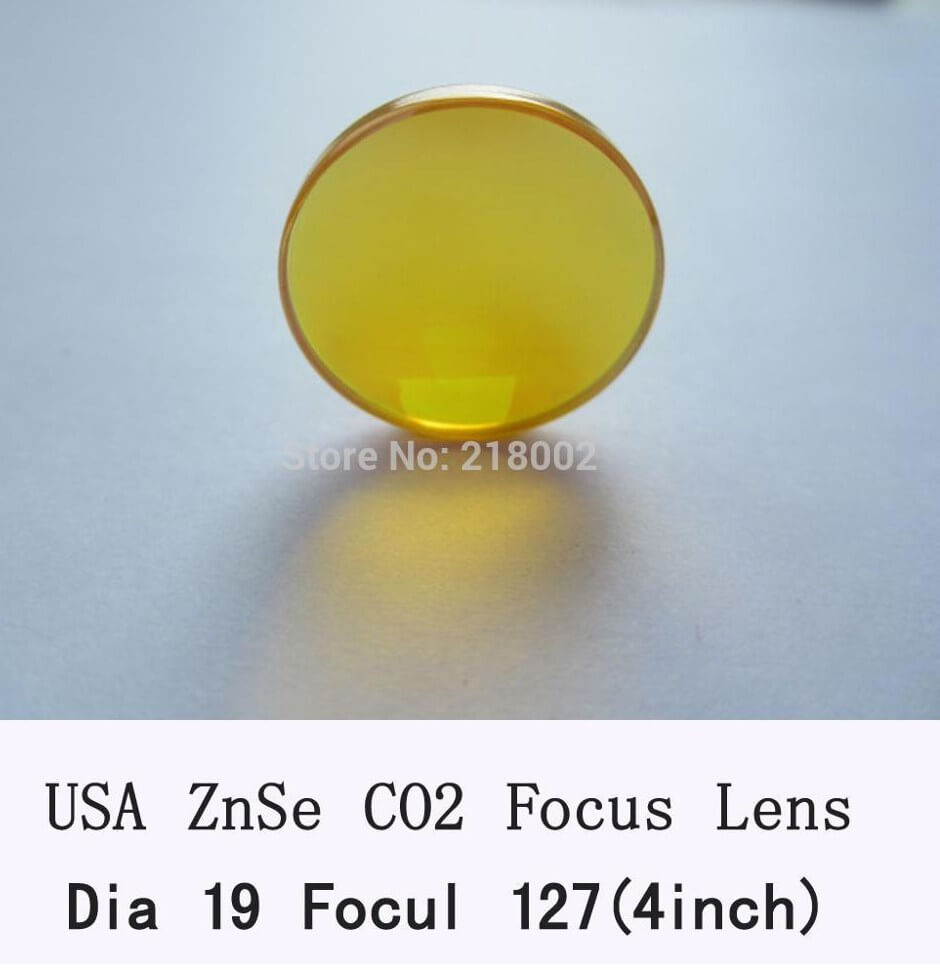
Рис. 12. Линза для лазерного станка
При периодическом обслуживании элементов станка, зачастую требуется демонтаж и без разборки элемента невозможно провести обслуживание или плановый ремонт.
Пример замен линзы в головке Лазерного станка, и недостаточное закрепление линзы. Как результат при резке материала, появляется вредное дополнительное движение (вибрация) головки лазерного станка. Линза вибрирует в головке, и как итог крайне неровный рез.
Неподготовленный файл для резки
Самая распространённая ошибка, неправильно выбранный масштаб, используйте 1:1.
Отрезки и вся линия разбивается на ряд отрезков. Из практики, при переносе из программы Corel файла, последний может отображаться некорректно и по факту получаются ломаные отрезки.
Последний тип отклонения, наложение линий друг на друга – причина, дважды головка проходит по одному месту.
Оптимизация параметров резки
Во главе угла, оптимизация резки материала. На оптимизацию напрямую влияет с какой последовательностью, очередность линий, вырезается внутри овала, а потом сам овал и не наоборот.
Резка в чистовую
При возникновении недореза и нагара на материале стоит искать причину в настройках параметров скорости, длины шага, ускорении и мощности.
При постоянной скорости появляется нагар, поэтому следует варьировать параметры ускорения и замедления.
Чтобы этого не происходило нужно задавать минимальную мощность, и она будет изменяться пропорционально скорости.
Обслуживание станка
ОТСУТСТВИЕ УХОДА ЗА СТАНКОМ
Обрезки и микроэлементы пыли, не удаляются в штатном порядке, регулярно и обязательно.
Грязь, обрезки и пыль, страшна при взаимодействии с влагой, пыль отличный проводник, любой пробой контакта, в лучшем случае послужит потери сети, в худшем возникновению пожара.
20 000 вольт при силе тока 15-20 мА, не смертельно хоть и чувствительно.
Наличие пыли в станке приводит к перегреву и короткому замыканию.
Регулярное протирание и удаление пыли с поверхности, лазерной СО2 трубки, анодированных ламелей, рабочего стола, сотового (ячеистого стола), послужит на благо продления срока использования Лазерного станка.
Нарушение парковочной позиции
Перед использованием станка, следует крайне внимательно ознакомиться с инструкциями и правилами:
Парковочная позиция
Рис. 13. лазерная головка в начале координат (парковочная позиция)
После окончания работы лазерная головка автоматически уходит в парковочную позицию, это удобно для сбора изделий и замены заготовки.
Интересный эффект наблюдается если задать эту точку вне рабочего стола.
Лазерная голова просто будет «долбиться» в край игнорируя концевые датчики и размеры стола.
Происходит это до тех пор, пока не прекратите процесс или станок не сломается станок :)
Зачастую макет подгружают с парковочной позицией.
*Лечится удалением загруженных макетов с неправильной парковочной позицией.
Не включается станок

Рис. 14. Контроллер Ruida лазерного станка
Следует начать с осмотра узлов и элементов станка:
- закрытые крышки элементов корпуса
- ключ зажигания
- нарушение кабеля питания
- обрыв USB провода
- не установлено программное обеспечение
- неисправность WiFi.
*Резюме - невнимательность мастера, оператора лазерного станка.
Обучение и нарушение стандарта
Сегодня многие склонны, чтобы не тратить время, пренебрегать инструкциями, правилами и требованиями по эксплуатации.
90% клиентов, пренебрегающих простыми правилами, обращаются за ремонтом и приобретением комплектующих лазерного СО2 станка.
Если у Вас остались вопрос, не вошедшие в рассмотренный список, звоните или пишите нам. Мы с радостью подскажем и поможем.
8 (800) 500-57-83
8 (812) 332-52-86
8 (495) 540-57-83

Комментарии
-
04/04/2021, 14:59Понравилось, что тут не только ошибки пишутся, но и то, как их избежать. Такое наглядное пособие для новичков. Хотя иногда и не только для новичков.
-
02/02/2021, 10:13Сначала думаешь, какие еще могут быть ошибки, а потом вспоминаешь, как сам не рассчитал силу тока в лазерной трубке и спалил все, что только можно)
-
07/01/2021, 19:40Вот именно это и надо читать, прежде чем покупать какой-нибудь станок. Чтобы сразу знать, какие могут быть косяки и как их избежать. А то решишь, что тебе чиллер не нужен, а станок для резки тебе спасибо не скажет