Корзина пуста
Про опции лазерной головы

Автокалибровка оптической головки
Настройка вышины лазерной головки проистекает автоматом созвучно с уровнем плоскости металлического листа.
Лазерный поток доставляется на режущую головку посредством уникального оптического кабеля.
Волоконный шнур укрепляется к режущей головке посредством штекер QBH, реализует легковесный штекер с выдвижным кабелем.
Электролазерный поток штудирует посредством коллимационную линзу для выравнивания и достижения наилучшей формы и качества лазерного луча. Лазерный поток фокусируется с поддержкой фокусирующего объектива линзы.
Предохранительная линза предотвращает фокусировку линз через расплавленной металлической пыли спреев и частиц в течение хода резания.

Регулирование высоты - это установка измерителя внутри режущей головки, ему предоставляется возможность автоматом координировать высоту лазерной режущей головки с высокой точностью. Это помогает настоять лучшего свойства резки.
Автофокус
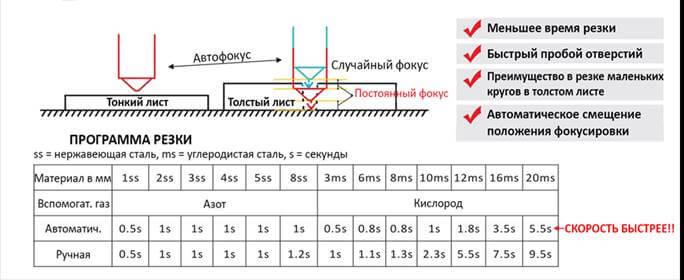
Конструкция автоматом вырабатывает калибровку на каждой точке врезки. С данной функцией получаются высококачественные резы даже на деформированном материале.

Автофокус. Система контроля фокусного расстояния "BCS100"

Аппарат оснащен системой механического слежения за поверхностью листка "BCS100", что гарантирует устойчивость удержания зрительной лазерной головки резака с допуском до 0, 1 миллиметр в широком спектре высот, что дает возможность отчетливо действовать даже на очень деформированном металле, и на краях заготовки. В системе реализованы последующие возможности:
Прожиг с предварительным прогревом зоны резки.
При раскрое довольно гладких листов сплава рекомендовано приспособлять переданный рецепт прожига. Оптическая головка взвевается над материалом на расстояние, введенное оператором, случается заблаговременный прогревание участка резания, впоследствии оптическая головка спускается в фокус, и происходит прожиг материала.
Прожиг с подскоком 
Прожиг «с подскоком»
В момент прожига материала оптическая головка взвевается на вышину подскока, установленную оператором, и за счет того, что головка приподнята, расплав сплава не попадает на сопловую место и не имеет возможности вывести ее или всю оптическую головку из строя. Следующий рез изготавливается с поставленного фокусного расстояния

Комментарии
-
05/04/2021, 11:23Да уж, разбираться во всех этих опциях явно нужно, если вы работаете с лазерными станками. Спасибо за подробное описание.
-
05/02/2021, 16:40Как по мне, прежде чем купить какую-то деталь, нужно подробно ознакомиться с ее характеристиками, тем, как работает и что из себя представляет. Поэтому такие публикации сильно помогают при подборе оборудования.
-
03/02/2021, 12:02Удобный список функций и опций. Позволяет лучше понять устройство, чтобы работать с ним в дальнейшем. Рассказ про полезный функционал - это то, чего не хватает многим сайтам.