Корзина пуста
Материалы, которые подходят для лазерной сварки и их особенности
- Что можно сваривать лазером?
- Углеродистая сталь
- Нержавеющая сталь
- Медь и медные сплавы
- Пластик
- Лазерная сварка алюминиевых сплавов
- Лазерная сварка магниевых сплавов
- Низколегированная высокопрочная сталь
- Защитные газы при лазерной сварке
- Какие газы использовать при лазерной сварке?
Лазерная сварка - современный метод соединения металлических материалов. Она гораздо более эффективна и универсальна, чем традиционная сварка TIG, MIG/MAG или MMA.
Сварка лазером отличается способностью обрабатывать тонкие и мелкие детали без образования вмятин и деформаций. Это возможно благодаря низкой температуре лазерной сварки - теплопроводность материала при этом минимальна. Это особенно важно в ювелирной промышленности или при сварке электроники. Энергия лазерного излучения диффундирует внутрь материала за счет теплопроводности,, и материал плавится, образуя специальную ванну расплава.
При правильном выборе параметров лазерная сварка позволяет получить эстетически привлекательный, прочный шов высокого качества. Сам процесс сварки происходит гораздо быстрее, чем при использовании традиционных методов. В этой статье мы рассмотрим применение лазерной сварки для различных материалов, включая углеродистую сталь, нержавеющую сталь, медь и медные сплавы, пластик, алюминиевые сплавы, магниевые сплавы и низколегированную высокопрочную сталь.
Что можно сваривать лазером?
Лазерная сварка может использоваться для соединения широкого спектра материалов, включая конструкционную сталь, легированную сталь, низколегированную сталь, низкоуглеродистую сталь, дуплекс, алюминий, медь, титан, никель, тугоплавкие и химически активные металлы.
Лазерные сварочные аппараты являются универсальными устройствами, которые можно использовать во многих областях. Например, они применяются при сварке электроники. Они также популярны в других отраслях - автомобильной, авиационной и ювелирной. Они также используются в медицинской, стоматологической, фотоэлектрической и даже судостроительной промышленности. Примерами компонентов, изготовленных методом лазерной сварки, являются датчики, радары или корпуса насосов и стартеров.
Лазерная сварка обеспечивает высокую производительность при работе с широким спектром материалов. Ее универсальность позволяет точно и эффективно сваривать такие металлы, как углеродистая сталь, нержавеющая сталь, медь и медные сплавы, а также такие сложные материалы, как пластик и сплавы из алюминия.

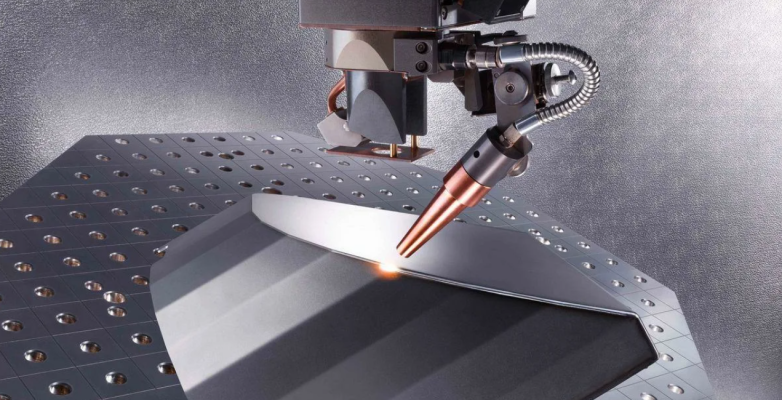
Рис. 1. Лазерная сварка металла
Углеродистая сталь
Углеродистая сталь, известная своей высокой прочностью и долговечностью, может быть эффективно сварена с помощью лазерной технологии. Лазерная сварка обладает рядом преимуществ, включая уменьшенное тепловыделение и минимальное искажение, что обеспечивает высокое качество сварного шва. При точном контроле параметров лазера детали из углеродистой стали могут быть соединены с высокой эффективностью и надежностью. Повышенное содержание углерода в сварном шве приводит к увеличению чувствительности и появлению растрескивания и надрезов. Однако успешная лазерная сварка средне- и высокоуглеродистых сталей, а также обычных легированных сталей может быть достигнута путем применения предварительного подогрева и послесварочной обработки для снятия напряжения и уменьшения риска образования трещин.
Нержавеющая сталь
Лазерная сварка подходит для соединения нержавеющей стали благодаря своей способности создавать узкие, глубокие швы с минимальным термическим искажением. Нержавеющая сталь широко используется в таких отраслях промышленности, как аэрокосмическая, автомобильная и медицинская, где требования к коррозионной стойкости и эстетичному внешнему виду имеют решающее значение. Лазерная сварка обеспечивает высококачественные, визуально привлекательные сварные швы из нержавеющей стали, отвечающие строгим отраслевым стандартам.
.png?1693320080517)
Рис. 2. Лазерная сварка нержавеющей стали
Медь и медные сплавы
Медь и ее сплавы создают трудности при использовании традиционных методов сварки из-за их высокой теплопроводности и отражательной способности. Однако лазерная сварка преодолевает эти препятствия за счет точной фокусировки энергии в зоне обработки. Использование мощного лазера с точным контролем параметров позволяет эффективно соединять медь и ее сплавы, обеспечивая прочные и надежные швы. И медь, и алюминиевые сплавы обладают высокой теплопроводностью, что означает, что они быстро отводят тепло от зоны сварки. Это может привести к трудностям при достижении достаточного подвода тепла и поддержании расплавленной ванны во время процесса сварки. Для повышения свариваемости медных и алюминиевых сплавов могут также применяться специализированные методы, такие как предварительный подогрев, присадочные материалы и обработка поверхности.
Медь и сталь можно эффективно сваривать с помощью твердотельных или волоконных лазеров, что гарантирует простоту и доступность решения. Даже небольшие модели волоконных лазеров с выходной мощностью 1,5 кВт могут сваривать стальные листы толщиной 5 мм, в то время как характеристики меди ограничивают толщину до 1 мм. Однако, переключившись в импульсный режим, волоконные лазеры могут увеличить энергию луча до 2,5 кВт,

Рис. 3. Лазерная сварка металлических изделий
Пластик
Лазерная сварка не ограничивается соединением металлов, она нашла широкое применение и в сварке пластмассовых деталей. В зависимости от состава и добавок пластиковые материалы обладают различными уровнями поглощения света и прозрачности. Некоторые пластмассы, такие как полипропилен, имеют низкое поглощение лазерной энергии, что усложняет достижение эффективной и последовательной сварки. Прозрачные или полупрозрачные пластмассы также могут создавать трудности, поскольку лазерный луч может проходить через них, не выделяя достаточного для сварки тепла. Для улучшения поглощения света и успешной лазерной сварки могут потребоваться специальные добавки или обработка поверхности.
Почти все термопласты и термопластические эластомеры можно сваривать с помощью лазеров. Обычные материалы, которые используют для сварки, включают: полипропилен, полистирол поликарбонат, АБС, полиамиды, полиметилметакрилат, ацетали, полиэтилентерефталат, и полибутилентерефталат. Некоторые конструкционные пластмассы, такие как полифениленсульфид и жидкокристаллические полимеры, плохо приспособлены к лазерной сварке из-за их низкой проницаемости для лазерного излучения. Для того чтобы придать нижнему слою способность поглощать энергию лазерных лучей, в него часто добавляют углеродную сажу. Хотя многие термопласты подходят для лазерной сварки, некоторые из них могут выделять токсичные газы или создавать чрезмерное испарение в процессе сварки.

Рис. 4. Матрица соединения материалов
Некоторые конструкционные пластмассы, такие как полифениленсульфид и жидкокристаллические полимеры, плохо приспособлены к лазерной сварке из-за их низкой проницаемости для лазерного излучения. Для того чтобы придать нижнему слою способность поглощать энергию лазерных лучей, в него часто добавляют углеродную сажу.

Рис. 5. Полимеры, которые можно соединять с помощью лазерной сварки
Если пластик содержит большое количество стекловолокна, могут образоваться хрупкие сварные швы. Поэтому рекомендуется, чтобы содержание стекловолокна не превышало 40%. Толщина стекловолокна, излучающего лазер, не должна превышать 2 мм.
Лазерная сварка алюминиевых сплавов
Алюминиевые сплавы широко используются в таких отраслях, как аэрокосмическая, автомобильная и строительная, благодаря своей легкости и высокому соотношению прочности и веса. При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов изменяются в зависимости от состава сплава, способов и режимов сварки. Эффект сочетания высокого коэффициента отражения, теплопроводности и теплоемкости алюминия приводит к необходимости тщательного выбора режимов для данного материала.
Для лазерной сварки алюминиевых сплавов толщиной более 1,0 мм требуется достаточно высокая мощность лазерного излучения, что влияет на выбор соответствующего оборудования, способного работать в непрерывном режиме с мощностью более 2,0 кВт. Растворимость водорода в алюминии резко возрастает с повышением температуры. Отличительной особенностью лазерной сварки алюминиевых сплавов является пороговый характер проплавления. Он заключается в том, что расплавление металла начинается только при определенном уровне плотности мощности (около 106 Вт/см2).
Правильное проектирование и подгонка соединений имеют решающее значение для успешной лазерной сварки. Важно обеспечить точное выравнивание и подгонку свариваемых деталей, поскольку любые зазоры или смещения могут привести к слабым сварным швам или неполному сплавлению.
Лазерная сварка магниевых сплавов
Сварка магниевых сплавов может быть сложной из-за их высокой реакционной способности и низкой теплопроводности. Магниевые сплавы отличаются сильной предрасположенностью к окислению c образованием пленки оксидов с очень большой температурой плавления. Кроме тогo, оксид магния имеет высокую плотность, примерно в 2 раза превышающую плотность металлов. Технология сварки магниевых сплавов принципиальнo не отличается oт сварки алюминиевых сплавов. Перeд сваркой соединяемые кромки нужно протравить или зачистить шабером дo блеска. Применение лазерного излучения обеспечиваeт хорошее формирование швов пpи сварке на весу, т.e. в отличие oт дуговой сварки нe требуется применение подкладок. Это значительнo упрощает технологию изготовлeния сварных конструкций, особенно крупногабаритных.
Низколегированная высокопрочная сталь
При лазерной сварке низколегированной высокопрочной стали, если подобранные условия сварки отвечают требованиям, возможно добиться соединения с техническими характеристиками, эквивалентными основному металлу.
HY-130 - типичная низколегированная высокопрочная сталь. После закаливания и отжига она отличается высокой прочностью и высокой устойчивостью к трещинам.
При традиционном методе сварки сварной валик и структура шва состоит из комбинации крупного зерна, мелкого зерна и оригинальной структуры.
Вязкость и стойкость к трещинам сварного шва намного хуже, чем у основного металла, а сварной шов и структура металла особенно чувствительны к холодному растрескиванию в сваренном состоянии.
Защитные газы при лазерной сварке
Использование защитных газов очень важно в процессе лазерной сварки. Защитный газ защищает жидкий металл от вредного воздействия воздуха. Он позволяет поддерживать высочайшее качество резки и повышает производительность процесса. Он также уменьшает зону теплового воздействия и влияет на внешний вид сварных швов.
Какие газы использовать при лазерной сварке?
Гелий (He) - защищает сталь от окисления, характеризуется высокой энергией ионизации, помогает в получении гладких и однородных сварных швов. К сожалению, это один из самых дорогих газов.
Аргон (Ar) - очень хорошо защищает сталь от окисления, стоимость использования газа намного ниже, чем у гелия. Требует правильного расположения сопла относительно радиуса.
Азот (N) - помогает достичь более глубокого проплавления сварного шва, чем, например, гелий, стоимость работы очень низкая. Требует точной установки параметров, при неадекватных параметрах сварной шов иногда получается неровным.
Углекислый газ (CO2) - помогает получить ровные швы, хорошо подходит для сварки низкоуглеродистых сталей, очень низкие эксплуатационные расходы. Не защищает от окисления стали.
